

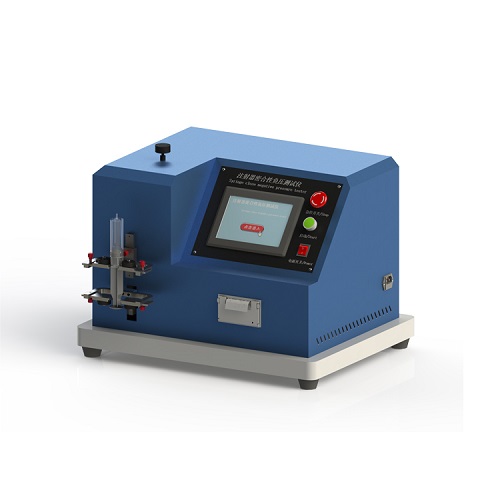
疫苗注射器负压测试仪
一,仪器特征
本设备是检验生产厂家产品性能的检测设备。由可编程控制器,触摸屏,力值传感器,传动装置,机载打印机等组成,提供中英文菜单显示,具备人机对话设定各项参数自动运行测试模式。另增设生产单位,生产批次机打输入,使测试结果更加规范化标准化。信息安全方面采用三级密码,让信息安全可靠。测试操控范围包括:公称容量、芯杆位移、打印设定、测试、上行、下行、时间、标定,检定等功能设定。搭配机载打印测试可实时显示测试载荷,滑动性数据(起始力,平均力,Z大推力)。针对测试结果自动判断,不合格则启动自动蜂鸣报警,并由打印机打印出测试数据及结果以供分析。
二,测试原理:
将注射器锥头或注射针与设备相连接,注射器内抽吸部分的水。通过锥头施加负压, 检查注射器活塞和密封圈处的泄漏,并确定活塞是否已与芯杆脱离。
三,测试标准:YY/T 0573.3-2019

四,技术参数:
操作界面:简体中文/英文
测试标准:YY/T 0573.3-2019
测试速率:设置速度0-100mm/min ,*速率0-300MM/MIN误差范围:±1mm/min;(测试速度可软件设定)
压力范围:0-200kpa,设备设置值在300kpa压力
公称容量:0.1ml~200 ml、所有规格任意输入。
外形尺寸:620-460-540(mm)
电源:AC90V-240V/50Hz(自适应宽电压)
整机功率:70W
可编程控制器:PLC控制系统
触摸屏:7寸威纶通彩色触摸屏传感器:高精度力值传感器
测力机构:内置
打印机:嵌入式打印机
注射器在抽负压时活塞或密封圈处泄漏及活塞与芯杆分离的试验方法
五,原理:
将注射器锥头或注射针与设备相连接,注射器内抽吸部分的水。通过锥头施加负压, 检查注射器活塞和密封圈处的泄漏,并确定活塞是否已与芯杆脱离。
装置和溶液
1,夹具,能够夹住注射器芯杆的装置并固定其位置。
2,真空泵,如图所示,包括带气阀的真空泵,压力计和真空密封阀。

说明: | |||
1—— | 真空泵; | 6 — | 一真空密闭阀; |
2—— | 收集瓶; | 7 — | —接头; |
3—— | -控制阀; | 8 一 | 一不超过公称容量25%的水 |
4—— | -公称容量刻度线; | 9 — | —注射器; |
5—— | 夹具; | 10— | 一压力表。 |
抽吸试验装置示意图
测试准备工作:新制沸水, 冷却至18 °C〜28 °C。
六,步骤
1,注射器吸入不少于公称容量25%的水(B.2.3)。
2,锥头向上,回抽芯杆,使基准线与公称容量刻度线重合,然后在图所示位置装入夹具。
3,将注射器锥头与真空泵(B.2.2)相连,如果注射器配固定式注射针, 则将针插入装有内圆锥接头的橡皮塞或隔膜。
4,如图所示布置试验设备。开动真空泵,同时保持气阀打开。
5,调节气阀以逐步降低压力,使压力表读数达到88 kPa。
注:应考虑高原地区大气压力与标准大气压的差异,试验压力换算举例如下:
一个标准大气压为101.3 kPa,拉萨地区大气压为65.24 kPa,与一个标准大气压之差为36.06 kPa, 则试验压力应设置为 88 kPa—36.06 kPa=51.94 kPa。
6,检查注射器活塞和密封圈处有无漏气, 应无连续气泡形成。
7,关闭真空密封阀,使注射器与压力表隔离。
8,60 s〜65 s后,观察压力表读数,并记录任何读数下降的情况。
9,检査注射器的活塞是否已与芯杆脱离。
(2).png)


